
Taiichi Ohno è da tutti considerato l’ideatore del Sistema di produzione Toyota (Toyota Production System), noto anche come Lean Production (produzione snella).
Vedremo brevemente nel seguito di questo post cosa sia il Toyota Production System e la sua importanza.
Prima però faremo una breve introduzione su Taiichi Ono, che è un tributo dovuto, visto il grande lavoro da lui svolto, e il contributo dato non solo alla Toyota, ma all’economia aziendale tutta.
Chi era Taiichi Ohno (大野 耐 Ōno Taiichi)
Taiichi Ohno nacque nel 1912 a Dalian, in Manciuria. Figlio di un tecnico giapponese delle ferrovie, Ohno spese tutta la sua vita lavorativa all’interno dell’azienda che lo rese celebre.
Dopo il diploma in ingegneria meccanica presso la Higher Industrial School di Nagoya, Ohno entrò nel 1932 nella Toyota come semplice impiegato, presso la Toyoda Spinning and Weaving, uno stabilimento Toyota che operava nel ramo tessile.
Dunque, Ohno non era nato come manager, né ebbe una formazione prettamente manageriale. Si fece strada partendo dal contatto diretto con gli operai e i reparti di produzione. Una analogia evidente con Frederick Taylor (che abbiamo visto in questo post non essere l’unica).
La Toyoda Spinning and Weaving venne successivamente assorbita dal gruppo automobilistico della famiglia Toyoda.
Taiichi Ohno iniziò a scalare i gradini della gerarchia aziendale, fino a diventare direttore esecutivo dell’azienda (nel 1970)e vicepresidente esecutivo (nel 1975).
Nel 1978 abbandonò tutte le cariche per sopraggiunti limiti di età, ma mantenne comunque un rapporto con l’azienda, come consulente.
Inoltre, scrisse diversi libri sul sistema di produzione Toyota.
Dopo questa breve ma doverosa biografia di Taiichi Ohno, passiamo all’argomento di maggior interesse dal punto di vista economico, che lo rese famoso nel mondo: il Toyota Production System.
Alcuni numeri del Toyota Production System
Per comprendere la portata dell’innovazione del Toyota Production System, può essere utile fornire alcuni dati in merito.
Alla fine degli anni ’40 la Toyota aveva prodotto nei trent’anni, in totale 2685 auto. Lo stabilimento Ford di Rouge ne produceva 7000 in un solo giorno.

Nel 1950 la Toyota ha prodotto 11.706 autoveicoli (per la maggior parte autocarri, come cita lo stesso Taiichi Ohno), mentre la General Motors ne produceva durante lo stesso anno 4 milioni, e la Ford oltre 2 milioni.
All’inizio degli anni ’80 la Toyota invece portava sul mercato 3 milioni e mezzo di vetture, realizzate con un numero di dipendenti di quasi 10 volte inferiore ai diretti concorrenti, installandosi saldamente al secondo posto della classifica dei produttori mondiali (per numero di vetture).
Le statistiche citate sono visibili in un’apposita sezione del sito Toyota, e sono state estrapolate da Michael A. Cusumano, The Japanese Automobile Industry: Technology and Management at Nissan and Toyota, Harvard East Asian Mongraphs, 1985.
Le cifre effettivamente sono notevoli, specie se si considera che la Toyota ha fatto il salto di qualità diventando un player importante nel mercato globale subito dopo la crisi petrolifera del 1973. Quando i grandi produttori mondiali si sono trovati in crisi, la Toyota invece ha guadagnato campo, affermandosi come uno dei più grandi produttori al mondo.
Bisogna notare anche che le condizioni ambientali del Giappone erano favorevoli.
Un lavoratore giapponese lavorava in media 500 ore all’anno in più rispetto ad uno europeo, e 250 ore in più rispetto ad uno americano.
Tuttavia questo non basta a spiegare i risultati straordinari del Toyota Production System.
Proviamo a spiegare il motivo di questi risultati straordinari di seguito.
In che contesto Taiichi Ohno concepisce il Toyota Production System?
Taiichi Ohno scrive di prima mano come sia stata la crisi petrolifera del 1973 ad aprire gli occhi ai dirigenti Toyota.
“La crisi petrolifera e la conseguente recessione, che hanno interessato l’occidente a partire dagli ultimi mesi del 1973, hanno coinvolto governi, gruppi industriali e società di tutto il mondo. […]Prima della crisi petrolifera, quando illustravo la tecnologia industriale e il sistema di produzione Toyota incontravo scarso interesse.[…]Per decenni il sistema industriale americano aveva tagliato sui costi di fabbricazione, producendo in grande quantità un limitato numero di modelli.[…]Il nostro problema era esattamente opposto: ottenere l’abbassamento dei costi producendo molti modelli in un numero limitato di esemplari.”
E Ohno continua:
“Credo fermamente che la necessità sia la madre di tutte le invenzioni: ancora oggi i miglioramenti ai nostri impianti avvengono in base alle necessità e sotto la spinta del bisogno.”
Dunque il Toyota Production System nasce da un bisogno specifico: prima c’era un mercato ampio, non saturo, e che non richiedeva nessuna personalizzazione. Un mercato adatto al modello T della Ford.
Dopo il mercato è cambiato, i consumatori sono diventati più esigenti, e contemporaneamente il mercato si è saturato.
Prima si spalmavano i costi fissi degli impianti di produzione su un ampio numero di vetture. Dopo si è dovuto puntare all’efficienza, a ridurre i costi di produzione delle vetture, e i tempi di consegna.
Taiichi Ohno ha sviluppato il Toyota Production System proprio con l’obiettivo/la necessità di rispondere a questo mutamento del mercato.
Taiichi Ohno e la «fabbrica integrata»
La «fabbrica integrata»è sotto il punto di vista tecnico una fabbrica a «sei zeri»:
- nessuna scorta di magazzino: zero stock
- zero difetti negli esemplari prodotti
- zero conflitto
- sincronizzare il processo produttivo: zero tempi morti
- zero tempo d’attesa
- eliminare la burocrazia e le comunicazioni non utili: zero cartacce
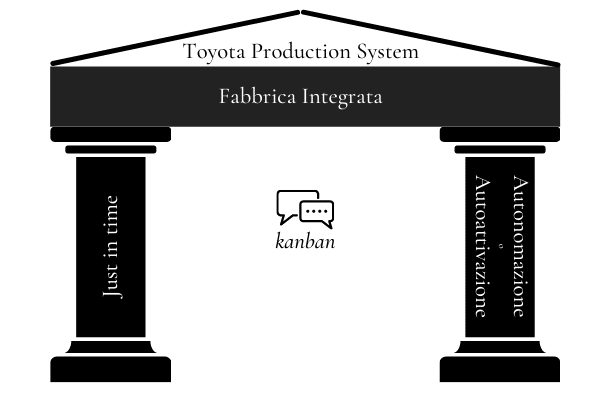
I principi su cui si basa il concetto di «fabbrica integrale», che sono per definizione dello stesso Ohno i due pilastri del Toyota Production System sono due: il Just in Time e l’«autonomazione» o «autoattivazione».
*Nota: l’autonomazione o autoattivazione è diversa dall’automazione, per motivi che vedremo tra poco.
Il Just in Time
Il Just in Time è un principio organizzativo in base al quale ogni attività lavorativa deve essere alimentata con i componenti richiesti, al tempo richiesto e nella quantità richiesta.
Come Ohno scrive: “Il just in time significa che nel corso dell’assemblaggio dell’automobile ciascun componente arriva alla linea di montaggio nel preciso momento in cui ce n’è bisogno e solo nella quantità necessaria. Attuando questa strategia produttiva, un’azienda può arrivare a rendere superflua l’esistenza dei magazzini, eliminando lo stoccaggio”.
Il concetto di «zero stock» della fabbrica integrata, insieme al concetto di «zero tempi morti»vanno a braccetto con il principio del just in time.
L’utilizzo delle scorte permette a parti del processo di produzione che non sono sincronizzate con il resto di usare le scorte come polmone, dove immettere prodotti o semilavorati eccedenti, e continuare a produrre.
Nel modello di produzione “classico” (o fordista-taylorista), ciascun segmento della produzione è separato da quello immediatamente a monte o a valle. Ciascun segmento produce ciò che può, e usa le scorte, con un conseguente aumento di costo (sia per lo stoccaggio che per lo spreco di materiali e lavoro non direttamente utili alla vendita).
Inoltre, questo modello produce anche un altro effetto indesiderato: dal momento che i vari segmenti che concorrono alla produzione di uno stesso bene sono compartimentati, si ritarda la correzione di eventuali errori, proprio per mancanza di comunicazione.
Pensare all’inverso
Per realizzare il Just in Time, Taiichi Ohno ha adottato la tecnica di invertire il ragionamento, partendo da «valle» e risalendo a «monte»nel sistema produttivo.
Rendere operativo il Just in Time significa far arrivare a ciascuna stazione le informazioni relative alla necessità della stazione a «valle», in modo che sia chiaro cosa e quanto produrre. Questo metodo di comunicazione è chiamato kanban (cartellino).
Si parte dalla linea di assemblaggio finale della vettura, che fornisce il piano produttivo, individua i modelli di auto desiderati, le loro caratteristiche e tutti i loro dati. Questo da il via ad un flusso che sale verso l’alto.
Ogni stazione si rivolte a quella a «monte»per ottenere i pezzi di cui ha strettamente bisogno, nella quantità e nel momento in cui ne ha bisogno.
Ogni legame della catena del JIT (Just in Time) è legato e sincronizzato.
Cos’è il kanban?
Il kanban, che come abbiamo detto significa semplicemente cartellino, è il metodo operativo che rende possibile il JIT.
Consiste semplicemente in un pezzo di carta contenuto in un involucro rettangolare di vinile, che serve a veicolare un’informazione, che può essere:
- Un ordine di prelievo;
- Un ordine di trasferimento;
- Un ordine di produzione.
Il kanban fa circolare l’informazione sia in senso verticale che orizzontale all’interno della Toyota, sia tra i fornitori(è evidente che si debbano creare relazioni stabili e cooperative con i fornitori per realizzare il JIT).
Ecco come è fatto un kanban:
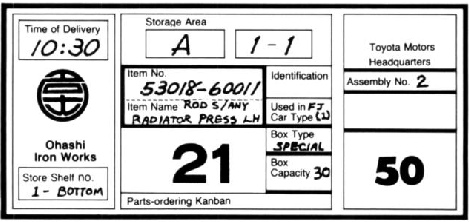
Come Taiichi Ohno scrive: “Questo pezzo di carta fornisce a prima vista le seguenti informazioni: quantità del prodotto, tempo, metodo, quantità da trasfeire, destinazione, punti d’immagazzinamento e così via“.
Attenzione: il kanban e il sistema di produzione Toyota sono due cose diverse.
Il sistema di produzione Toyota è il metodo produttivo, il kanban è lo strumento per raggiungerlo, un sistema di gestione della produzione che indica quando, quanto e come produrre.
L’«autonomazione» o «autoattivazione»
L’autonomazione (o autoattivazione)è il secondo pilastro del Toyota Production System.
Autonomazione è una traduzione dell’espressione giapponese jidoka, che mette insieme i termini «automazione» e «autonomia».
Questo concetto si riferisce sia agli operai che alle macchine.
Per quanto riguarda le macchine, una macchina che si ‘autoattiva’, è una macchina che riesce ad arrestare la produzione nel caso in cui riscontri un difetto, impedendo una produzione non conforme ai progetti.
Vista la grossa produttività delle macchine, un difetto, in mancanza di meccanismi che arrestino prontamente la produzione, può moltiplicarsi esponenzialmente. Per questo le macchine alla Toyota sono dotate di questi sistemi automatici di blocco della produzione (detti baka yoke).
Il rapporto uomo-macchina nel Toyota Production System è diretto a permettere all’apparato produttivo di retroagire con l’ambiente, intervenendo immediatamente nel caso si producano difetti del prodotto, e autocorreggendo l’errore in tempo reale.
Nel modello fordista-taylorista, la produzione è a ciclo continuo e non si arresta mai. Di conseguenza, un difetto a monte, vista la mole della produzione, si traduce in numerosi difetti, in ciascun modello prodotto.
L’autonomazione contrasta questa produzione “no-stop” e si estende anche al singolo operaio e a tutta la catena.
Ciascun operaio è tenuto ad arrestare la produzione in caso di difetti, o se non riesce a portare a termine il proprio compito alla perfezione.
Gli operai possono arrestare la produzione schiacciando semplicemente un pulsante nel caso in cui dovessero riscontrare delle anomalie.
Domande e risposte sul Toyota Production System
Taiichi Ohno fu un ingegnere che passò l’intera vita lavorativa all’interno della Toyota Motor Company, ed è considerato unanimente l’ideatore e il maggior ispiratore del Toyota Production System.
Il Toyota Production System è un sistema di produzione ideato alla Toyota, basato sui conceti di «fabbrica integrata», di «just in time» e di «autonomazione» (o «autoattivazione»).
Dal punto di vista tecnico una fabbrica integrata è una fabbrica a sei zeri: zero stock, zero difetti, zero conflitto, zero tempi morti, zero tempo d’attesa e zero cartacce.
Il Just in Time è un principio organizzativo in base al quale ogni attività lavorativa deve essere alimentata con i componenti richiesti, al tempo richiesto e nella quantità richiesta.
Il kanban (che letteralmente significa ‘cartellino‘)è un metodo operativo al centro della comunicazione nel Toyota Production System, che rende possibile la produzione just in time.
No, sono due cose diverse!
Il sistema di produzione Toyota è il metodo produttivo, il kanban è lo strumento per raggiungerlo, un sistema di gestione della produzione che indica quando, quanto e come produrre.
Conclusione
In questo post, per ragioni di sintesi, abbiamo voluto dare soltanto un’idea generale del Toyota Production System ideato da Taiichi Ohno.
Per ulteriori approfondimenti, consiglio vivamente di leggere i libri dello stesso Ohno, che sono particolarmente semplici, e comprensibili per chiunque.
In particolare, consiglio vivamente la lettura del già citato testo:
Come anticipato all’inizio, c’è un altro post sull’argomento, che riguarda la portata dell’invenzione del Toyota Production System.
Per qualsiasi cosa, come sempre, non esitate a contattarmi!